In the manufacturing process, the component shown in Figure 1 is made from the high-temperature nickel-based alloy Inconel 718 machining, which conforms to the AMS5662 material standard.
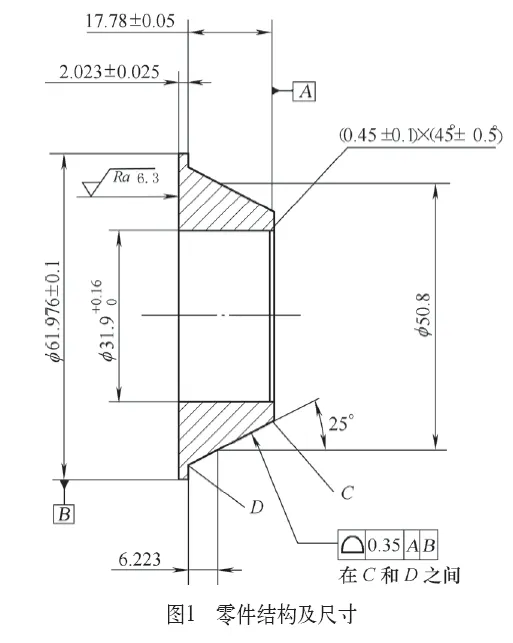
The component is machined from a φ63.5mm × 122mm bar stock. To reduce the machining allowance, a rough machining step is first performed to bore the inner hole to a diameter of φ28–φ28.5 mm. The part is then machined on a CNC lathe with the following steps: rough turning of the outer diameter, outer taper, and end face → semi-finish boring of the inner hole → finish boring of the inner hole → finish turning of the outer diameter, outer taper, and end face → cutting off.
Key Machining Challenges
The primary machining challenge for this component is the large machining and inconel turning allowance on the outer taper, requiring the removal of 3.5–11.7mm of material on each side. Due to the material composition of Inconel 718, which contains 50%–55% nickel and 17%–21% chromium, the alloy has poor machinability. Initially, various inserts were selected for rough turning of the outer diameter, outer taper, and end face, but each insert could only machine one part before needing replacement. Specifically, the outer diameter and outer taper were partially machined before the tool was replaced to complete the remaining half. Other steps required tool replacement after machining 2–3 parts.
As shown in Figure 2, tool wear is severe, with hard wedge-like deposits forming near the cutting edge, creating a built-up edge. When this built-up edge detaches, it damages the cutting edge. Due to improper tool selection, tool wear was significant, necessitating frequent tool changes, which increased operator workload and reduced production efficiency.
Selection of Rough Turning Tools for the Outer Diameter

Given the properties and machining characteristics of high-temperature alloys, it is crucial to select appropriate tool materials, reasonable tool geometry, cutting parameters, and the correct use of cutting fluids.
(1) Selection of Insert Material
When machining high-temperature alloys, tool materials with good heat resistance, high bending strength, wear resistance, good thermal conductivity, and excellent anti-adhesion properties should be selected. These include carbide, cubic boron nitride, and silicon nitride ceramics. Through comparative testing, a suitable carbide tool was chosen, which also offered a lower processing cost.
For rough turning of the outer diameter and end face of nickel-based superalloys, the selected tool was a SAFETY WNMG080412-M7 9605 insert. The substrate of this insert is ultrafine-grain carbide with a grain size of less than 1.0μm, and a substrate hardness of 90–93.5 HRA. The surface is coated with a 4μm thick TiAlN (titanium aluminum nitride) coating, providing a surface hardness of 2000HV. This insert is characterized by high hardness, high oxidation temperature, good thermal hardness, strong coating adhesion, low friction coefficient, and low thermal conductivity, making it suitable for machining high-temperature alloys, titanium alloys, and high-strength stainless steels.
(2) Tool Structure and Geometry Parameters
Due to the large cutting forces involved in rough turning of high-temperature alloys, a 0° rake angle grooved insert was selected to enhance tool strength. The tool has a 0° relief angle, a 1.2mm nose radius, and an 80° cutting edge angle. To ensure tool strength, a larger 95° lead angle was selected, which reduces the cutting width of the main cutting edge, increases cutting thickness, reduces surface hardening, lowers cutting edge wear, and prolongs tool life.
Because high-temperature alloys have good plasticity and high strength, chips tend to curl and may wrap around the workpiece or tool. Therefore, a chipbreaker groove was manufactured on the insert to force chip breaking.
The insert features a 0.2mm wide edge at the tip, forming a good support with the 0° relief angle, which enhances the cutting edge strength. The chamfer and arc surface near the cutting edge help with chip formation and curling, resulting in better chip flow and reduced friction. This reduces vibration and lowers the cutting temperature, thereby decreasing cutting forces and residual stresses at the cutting location.
The nose radius affects the cutting edge strength. For rough machining, a larger nose radius (R0.8mm or R1.2mm) was selected to obtain a high-strength cutting edge, allowing for a larger feed rate and cutting depth, which increases tool life and the rate of material removal.
(3) Rough Turning Cutting Parameters
During high-temperature alloy machining, cutting temperature increases with cutting speed. To avoid excessive cutting temperatures, a lower cutting speed was used. Additionally, since high-temperature alloys tend to form hardened layers during machining, the cutting depth was set to approximately half the nose radius to prevent the cutting edge and tip from sliding over the hardened layer.
3. Selection of Finish Turning Tools for the Outer Diameter
(1) Tool Material and Structure
The material of the finish turning tool is the same as the rough turning tool, but since the machining allowance is smaller and the cutting forces are relatively lower, a larger rake angle was used to obtain a sharp cutting edge. Increasing the rake angle reduces the resistance encountered during chip separation and removal and decreases cutting heat. However, if the rake angle is too large, the heat dissipation volume of the tool head decreases, potentially increasing cutting temperature. Practical experience has shown that a rake angle of 15°–20° is most suitable.
When selecting the relief angle, if the angle is too small, severe friction with the workpiece surface can occur, worsening surface roughness and accelerating tool wear. Strong friction also enhances the surface work hardening effect on high-temperature alloys. Conversely, if the relief angle is too large, the tool wedge angle decreases, reducing cutting edge strength and accelerating tool wear.
A smaller nose radius was selected for finishing to achieve higher surface quality. Tests indicated that the optimal insert for finishing high-temperature alloys is the CCGT09T302-PM29605 insert, with a positive rake angle grooved insert, 18° rake angle, 7° relief angle, and a 0.2mm nose radius.
For the boring steps, as drilling was already performed before boring, only semi-finish and finish boring were required. The semi-finish boring tool had a nose radius of 0.4mm, with the insert model being CCGT09T304-PM2 9605. The finish boring insert model is the same as the finish turning insert.
(2) Cutting Parameters
In the machining of high-temperature alloys, cutting speeds should not be too high during semi-finish and finish machining. The cutting depth should also be within a reasonable range—not too deep nor too shallow.
Inconel 718 is an age-hardened nickel-chromium-iron-molybdenum alloy. Age hardening is achieved by the specific addition of niobium, titanium, and aluminum. The characteristics of Inconel 718 include:
- Good machinability in the solution-annealed and welded condition.
- Excellent short-term and long-term mechanical properties, with high fatigue resistance under age-hardened conditions.
- Good creep resistance up to 700°C (1300°F).
- Good oxidation resistance up to approximately 1000°C (1830°F).
- Excellent mechanical properties at low temperatures.
Machining of Nickel-Based Superalloy Inconel 718
Nickel-based superalloys are typically difficult-to-machine materials. Most carbide and high-speed steel tools are nearly ineffective when machining these alloys. The main challenges in machining nickel-based alloys are significant plastic deformation, high cutting forces, elevated cutting temperatures, severe work hardening, and rapid tool wear, making it difficult to ensure surface quality and precision. To address these challenges, new high-performance tool materials are typically used, along with the selection of suitable cutting fluids, appropriate heat treatment processes to enhance machinability, and optimization of cutting parameters to achieve high-speed machining of nickel-based superalloys.
Generally speaking, tools for machining nickel-based superalloys should have the following characteristics:
- High thermal shock resistance.
- High thermal hardness, strength, and toughness.
- Good wear resistance.
- Good high-temperature stability.
- Low tendency to chemically react with the workpiece material.
When machining Inconel 718 with high-temperature alloy tools, burrs may appear on the machined surface under certain cutting parameters. These burrs can significantly affect the quality of the workpiece. If manual processing is required later, it not only increases the workload and reduces production efficiency but can also adversely affect machining accuracy in some cases.
Conclusion
Through experimental studies and data analysis of the burr phenomenon, improvements in the turning process can eliminate surface burrs in the machining of nickel-based superalloy Inconel 718. Additionally, optimized process parameters have increased cutting efficiency by 50%. The following conclusions were drawn from the experimental research:
- Bonding burrs are caused by the mechanical adhesion between the chip and the workpiece.
- During dry machining of nickel-based superalloys, feed rate is the main factor affecting the formation of bonding burrs.
- Tool wear has no significant relationship with burr formation caused by chips.
- In the inspection of workpiece surface quality, the appearance of bonding burrs can be quantified by measuring the Rt and Ra values.
- The surface roughness (Ra, Rt) of the workpiece is related to the cutting parameters, with feed rate having the greatest influence.
- Changes in feed rate affect the flow direction and shape of chips, thereby influencing the formation of bonding burrs.
China Top Inconel CNC Machining Suppliers
As a supplier that provides materials for various academic and industrial applications, BE-CU not only has extensive experience in selecting the most suitable materials but also in supplying finished components. Whether in any stage of your production cycle—prototyping, pre-production, or mass production—BE-CU can offer comprehensive services.
For instance, a manufacturing company typically has multiple suppliers, creating complexities for the procurement department. The procurement department usually orders raw materials from one supplier, sends them to another for machining, and then to another for coating, making supplier relationships very complex. BE-CU simplifies your supply chain by providing materials in the precise form you need, reducing the number of suppliers you need to manage. Our standard material services include:
- Precision machining, cutting, turning, rolling, drilling, grinding, milling, etc.
- Forming processes, bending, and shaping.
- Coating specific thicknesses on nearly any metal or polymer material.
- Surface treatments, mechanical polishing, chemical polishing, etc.